-
El empalme vulcanizado realiza su trabajo en tres etapas principales: pretratamiento, vulcanización y post tratamiento. Una vez completado el proceso de vulcanización, el caucho debe ser enfriado, separado y moldeado. El enfriamiento se lleva a cabo normalmente mediante circulación de agua o gas, reduciendo la temperatura del material por debajo de la temperatura ambiente antes de manipularlo.
Al analizar un empalme vulcanizado reforzado, es importante considerar más que el precio. Factores esenciales son la calidad del equipo, las especificaciones técnicas, la confiabilidad del rendimiento y el soporte postventa. Una inversión bien pensada puede ofrecer mayor eficiencia operativa y una vida útil prolongada.
La personalización varía según el tipo, tamaño y volumen de los materiales que deseas vulcanizar. Es necesario definir el área de vulcanizado requerida, la temperatura de operación y el tiempo de curado para establecer las especificaciones del equipo. Podemos ayudarte a desarrollar una prensa ajustada a las exigencias de tu proyecto.
Sí. Los procedimientos operativos incluyen inspeccionar la máquina, instalar el molde, configurar parámetros como tiempo, presión y escape de aire, y precalentar el sistema de control de temperatura. Una vez que se alcanza y mantiene la temperatura establecida, se carga el material y comienza el proceso de vulcanización.
Se recomienda usar guantes protectores al manipular los moldes para evitar quemaduras. Asegúrate de que el molde esté correctamente centrado dentro de la prensa, ajusta la presión de acuerdo con el tamaño del molde y los valores recomendados, y nunca excedas los límites de presión. Evita colocar materiales deformes o con superficies irregulares entre las placas, ya que esto puede dañar el equipo y disminuir la eficiencia operativa.
Para lograr una alta resistencia a la corrosión, los componentes de acero inoxidable son ideales. En condiciones donde la abrasión es intensa, el acero al carbono suele ser una opción más efectiva
Sigue siempre los procedimientos de operación correctos para evitar daños innecesarios. Mantén la máquina limpia, reemplaza a tiempo las piezas desgastadas y realiza inspecciones regulares para asegurar un rendimiento estable.
Algunos aspectos clave son el control de temperatura, el tiempo de vulcanizado, la presión aplicada, las condiciones del entorno, el diseño del molde, el mantenimiento requerido y el soporte técnico. Elegir correctamente estos factores garantizará un mejor rendimiento y una mayor durabilidad del equipo.
Sí. Durante el proceso de vulcanización, el calor activa reacciones químicas de entre cruzamiento que crean una estructura interna más estable en el caucho. Esto incrementa significativamente su dureza, resistencia a la tracción y durabilidad.
Nuestras prensas están diseñadas para funcionar en distintos tipos de ambientes industriales, incluyendo condiciones de alta temperatura, humedad, espacios reducidos, terrenos irregulares y operaciones a gran escala.
Las placas calefactoras presentan bajo consumo energético, tiempos de calentamiento rápidos y superficies flexibles que permiten un contacto uniforme con la cinta. Esto mejora la calidad de empalme en comparación con sistemas convencionales.
Se recomienda utilizar hilo de algodón o un cepillo suave para limpiar cada parte de la máquina. Una limpieza regular contribuye a prolongar la vida útil del equipo y a mantener un rendimiento constante.
Existen tres tipos principales:
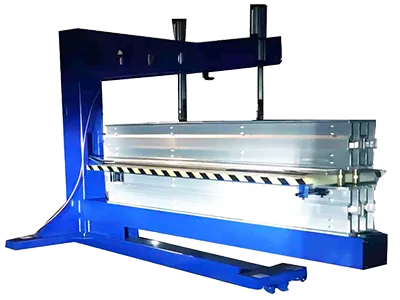
Hay tres tipos principales de prensa vulcanizada de faja transportadora. Las prensas vulcanizadas portátiles son ideales para el empalme de fajas en sitio y reparaciones de emergencia, mientras que las prensas vulcanizadas de taller se utilizan en ambientes interiores controlados para empalmes precisos. Las prensas vulcanizadas para reparación de fajas han sido diseñadas para reparaciones puntuales, reparaciones por perforación, reparaciones de bordes y reparaciones de desgarros longitudinales.
Los tres elementos principales son: la placa calefactora, que calienta la cinta; el sistema de presión, que aplica la fuerza necesaria para unir las superficies; y el sistema de control de temperatura, que mantiene niveles de calor estables durante el proceso.
El tiempo de curado varía según el tipo y grosor de la cinta, pero suele estar entre 30 minutos y 1 hora.
Generalmente, se trabaja entre 140 °C y 160 °C, dependiendo del tipo de material de la cinta.
No todas. Algunas cintas requieren grapas mecánicas u otros métodos de reparación, especialmente si las condiciones del entorno o el tipo de material lo exigen.
Con el mantenimiento adecuado, una prensa puede funcionar de manera confiable por más de 10 años, lo que la convierte en una inversión duradera para operaciones de mantenimiento.
Es un equipo diseñado para reparar o unir secciones de cintas de caucho dañadas, principalmente en entornos industriales. Estas máquinas permiten realizar reparaciones eficientes, reduciendo costos y tiempos de parada.
Las fajas transportadoras son fundamentales en muchos procesos industriales y suelen presentar desgaste en las uniones. Reemplazarlas por completo es costoso. Una prensa permite reparaciones rápidas en sitio, extendiendo la vida útil de la cinta y reduciendo el tiempo de inactividad.
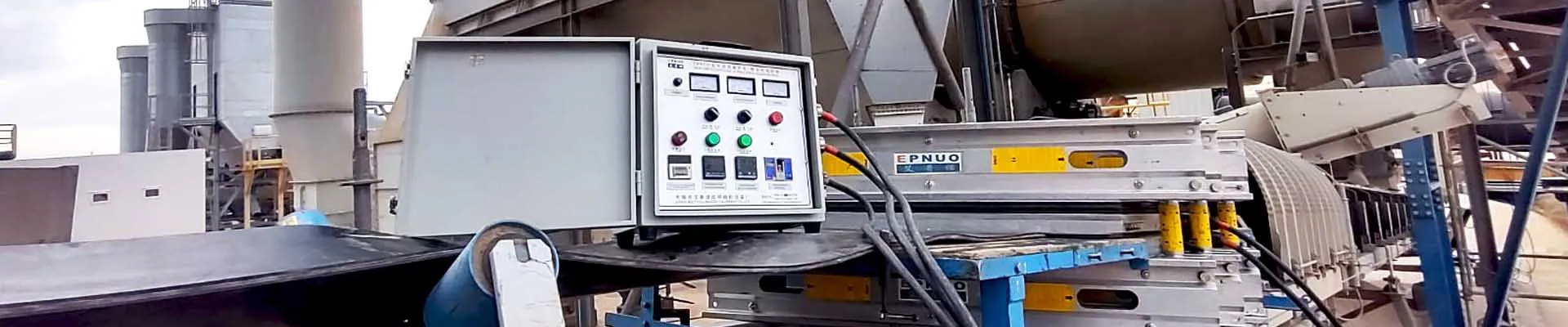
En minas de carbón que utilizan cintas PVG, lo más adecuado es emplear una prensa vulcanizadora. Nuestras prensas permiten controlar la temperatura de forma ajustable entre 0 y 200 °C, lo que cubre los 130 °C necesarios para curar las cintas PVG. Tras el proceso, la cinta se enfría de forma natural hasta menos de 70 °C en unos 15 a 20 minutos, minimizando las interrupciones en la producción. Estas máquinas son duraderas y eficientes, ideales para las condiciones exigentes del entorno minero.
Sí. En estos casos se recomienda una prensa vulcanizadora hidráulica. Este tipo de prensa puede aplicar presiones de hasta 125 N/cm², lo cual mejora la fuerza de unión y la rigidez del empalme. Además, reduce la emisión de compuestos volátiles durante el curado a alta temperatura, lo que da como resultado una unión más fuerte y duradera.
El empalme modelo KR-200 es ideal para instalaciones de gran volumen. Es una versión mejorada de la prensa estándar, con mayor eficiencia y medidas de seguridad integradas, como un sistema automático de bloqueo de seguridad y rodillos incorporados para facilitar su movimiento. Es una opción robusta para tareas intensivas de empalme en entornos mineros.
Sí, pero es fundamental que el empalme sea compatible con el material de la faja: ya sea textil, de cable de acero o de caucho. También debe adecuarse en cuanto a la temperatura, presión y tamaño de las placas calefactoras necesarias para un empalme efectivo.
Estas máquinas son ampliamente utilizadas en minería, metalurgia, producción de cemento, procesamiento químico y otras industrias que manejan materiales a granel.
Por ejemplo, en minas de carbón se utilizan para reparar y empalmar fajas que transportan mineral; en plantas cementeras, mantienen en funcionamiento sistemas de transporte clave para la producción.
Dependen principalmente del tipo de material y el grosor de la faja. Para fajas de caucho estándar, la temperatura habitual se sitúa entre 140 °C y 150 °C. Como referencia general, se calcula aproximadamente 4 minutos por cada milímetro de espesor del material.
Los tres más importantes son la temperatura, la presión y el tiempo. También influyen el tipo y cantidad de agente vulcanizante, la composición del caucho y la calidad de los materiales utilizados. Todos estos factores determinan el resultado final y el rendimiento del producto.
Sí. Durante la vulcanización, pueden liberarse gases como dióxido de azufre, que afectan la calidad del aire. Además, el calor residual puede alterar el entorno si no se controla correctamente. Los restos de caucho deben gestionarse adecuadamente para evitar contaminación.
Sí, nuestros empalmes vulcanizados en caliente están equipadas con sistemas de control ajustables que permiten modificar la temperatura y el tiempo de curado dentro de rangos establecidos.
Un empalme para PVC se compone de un sistema de calefacción, un sistema de presión, una unidad de control y las placas de moldeo (de empalme).
La elección debe considerar la capacidad de producción, el tamaño y forma del producto, la temperatura y presión necesarias para la vulcanización, así como el presupuesto disponible.
El sistema de control mantiene la temperatura con una precisión que varía entre ±1 °C y ±2 °C, lo cual garantiza una calidad de curado uniforme.
Por lo general, no se recomienda hacer cambios importantes en los parámetros una vez iniciado el proceso, ya que esto puede afectar negativamente la calidad del producto. Sin embargo, si hay pequeñas desviaciones en la temperatura o la presión debido a fluctuaciones del equipo, se pueden hacer ajustes menores, siempre que el operador tenga experiencia suficiente y un conocimiento claro del material y del proceso de vulcanización.
Para calibrar el sensor de temperatura, se utiliza un termómetro de referencia con alta precisión. Se colocan tanto el termómetro como el sensor en un entorno controlado (como un horno o baño térmico), se ajusta la temperatura en diferentes puntos y se comparan las lecturas para hacer los ajustes necesarios. Para calibrar el sensor de presión, se emplea un dispositivo especializado. Se conecta al sensor de la prensa y se aplican niveles de presión conocidos, comparando los resultados y realizando los ajustes para asegurar la precisión del sensor.
Los empalmes hidráulicos distribuyen la presión de forma más uniforme durante el proceso, lo que garantiza un resultado más homogéneo y preciso. También permiten controlar con mayor exactitud la presión y velocidad del proceso. Estos empalmes suelen operar con menor ruido y mayor eficiencia energética que otros modelos convencionales.
Un empalme hidráulico se compone del cuerpo principal, un mecanismo de sujeción, el sistema hidráulico, el sistema de calefacción y el sistema de control.
Primero, se debe inspeccionar el estado de los componentes clave: sistema de calefacción, presión y unidad de control. Luego, se configuran los parámetros necesarios de temperatura y presión. Se recomienda realizar una prueba en vacío (sin carga) para comprobar que la operación es estable y no presenta ruidos ni vibraciones inusuales.
Las prensas WK son compactas, ligeras y fáciles de operar, lo que las hace ideales para trabajos en campo y despliegues rápidos.
Estos empalmes son ligeros y compactos, lo que facilita su transporte y uso en aplicaciones móviles. Están equipadas con un sistema de enfriamiento por aire integrado y un compresor interno, eliminando la necesidad de bombas de agua o compresores externos. Además, incluyen un sistema automático para el control de temperatura y tiempo, lo que permite un ajuste preciso del proceso de vulcanización.
Aunque están diseñadas principalmente para fajas de PVC, también pueden trabajar con ciertos materiales termoplásticos similares, como algunos tipos de TPU. No son adecuadas para caucho u otros materiales que requieren condiciones de vulcanización completamente diferentes.
La calidad y rendimiento de las herramientas utilizadas para vulcanizar son fundamentales para lograr un empalme efectivo. Por ejemplo, un empalme que ofrezca calentamiento uniforme y presión estable es clave para una vulcanización consistente. Si se utilizan herramientas, adhesivos o materiales de baja calidad, pueden presentarse problemas como curado insuficiente, sobrecurado, burbujas o una mala adhesión en la zona de unión.
Es importante tener en cuenta el volumen de producción y las necesidades específicas, como el tamaño de la banda y la capacidad requerida. Además, es esencial evaluar el rendimiento de las herramientas: eficiencia de calentamiento, precisión en la presión y uniformidad en la temperatura, ya que estos factores influyen directamente en la calidad final del empalme.
Este tipo de empalme se utiliza para reparar daños pequeños y localizados en fajas transportadoras, como cortes, perforaciones u otros defectos superficiales menores.
La temperatura se establece generalmente alrededor de los 145 °C. El tiempo requerido depende del grosor de la faja, y suele variar entre 15 y 30 minutos.
La elección de la grapa depende del peso de la faja, la disposición del transportador y la ubicación donde se aplicará la sujeción. Se recomienda seleccionar grapas que soporten la carga esperada y que sean fáciles de manipular. Los sistemas modulares son preferidos por su practicidad. También se deben considerar modelos con superficies antideslizantes o ranuras internas para mejorar la sujeción. Además, es importante tener en cuenta el tipo de faja (plana, con bordes o en chevron) y su ancho al momento de elegir el modelo correcto.
Las grapas suelen estar fabricadas en metal o plástico de ingeniería: